


新闻中心
各类管板连接形式及其优缺点
吴江通用胀管器厂 2019-08-28 14:40:58 作者:admin 来源: 文字大小:[大][中][小]

换热管与管板连接
目前,常用的换热管与管板连接形式主要有:焊接、胀接、焊胀结合等。其中,焊胀结合还包括强度胀+密封焊和密封焊+强度胀两种结构形式,从制造顺序上还分为先胀后焊和先焊后胀等等。
1 定义
A、强度焊 指保证换热管与管板连接的密封性能及抗拉脱强度的焊接;
B、强度胀接指为保证换热管与管板连接的密封性能及抗拉脱强度的胀接;
C、密封焊指保证换热管与管板连接密封性能的焊接;
D、贴胀指为消除换热管与管孔之间缝隙的轻度胀接。
2 适用情况
1、强度胀接:
设计压力小于等于4MPa;设计温度小于等于300℃;操作中无剧烈的振动,无过大的温度变化及无明显的应力腐蚀。
2、强度焊:
可用于标准GB151中规定的设计压力,但不适用于较大振动及有间隙腐蚀的场合。
3、胀焊并用:
密封性能要求较高的场合;承受振动或疲劳载荷的场合;有间隙腐蚀的场合;采用复合管板的场合。
主要特点
焊接的优点主要有:焊接后接头的密封性能相对来说比较好;适用于较薄的管板;焊接接头有较好的高温强度,尤其是在高温下或要求接头绝对不漏以及管板材料为不易胀紧的不锈钢时,采用此法较为可靠。
焊接的缺点主要有:由于焊接后的焊缝一般在管板的一侧,而另一侧管子与管板间会存在很长的缝隙,这些间隙中流体不流动,很容易造成间隙腐蚀,而且焊接应力也会引起应力腐蚀,管子发生失效时,维修、拆卸很不方便。
胀接主要分为机械胀接、橡胶胀接、爆破胀接和液压胀接。
传统机械胀接方法采用机械滚柱胀管法,它是通过有锥度的芯轴的转动,带动包含在外壳内的三粒或五粒滚柱作行星运动,对管壁和管孔施加滚轧力,并且由于滚柱相对芯轴有1°~3°的锥角,所以芯轴在胀接时会自动前进,不断加大滚柱对管壁的滚轧力,直至管子产生足够的变形并完成胀接为止。

机械胀管方法是一种“硬”挤压形式,其一次胀接长度由滚柱的长度决定。为达到规定的胀紧量,要在芯轴上施加相应的扭矩来推动胀管器旋转,滚柱在管壁上碾压,使管子扩张而引起管孔的扩张,当管子、管板的变形抗力与动力扭矩达到平衡时,胀接就完成了。要增加胀接长度,就要采用更长的滚柱,滚柱长度增加后,对管壁的线压力会随之降低,使管子产生较小的变形,胀紧量也就变小,要提高胀紧量,就必须加大动力。另外,滚柱加长,刚性会随之降低,容易在工作时产生弹性变形,影响胀管器的内部传动效果,增加功耗。
一般的机械胀管都采用手提式动力,如风动或电动胀管机,如果输入扭矩过大,在操作时要承受很大的反作用力,容易发生危险;当胀接长度超过一定量时,加大扭矩也不一定能够奏效。由于机械胀管产生碾压式的作用,它的压延效应会造成管子内表面加工硬化;对薄壁钛管,极易造成管子开裂,而对不锈钢管,由于管内外壁的变形,在管外壁留下了拉伸残余应力,这成为管程应力腐蚀裂纹发生的主要原因。另外,由于机械胀管所用的胀管器有芯轴、滚柱、外壳三部分组成,其尺寸不可能做得很小,因此对小直径管子就很难采用机械胀管方式,应用范围受到了一定的限制。
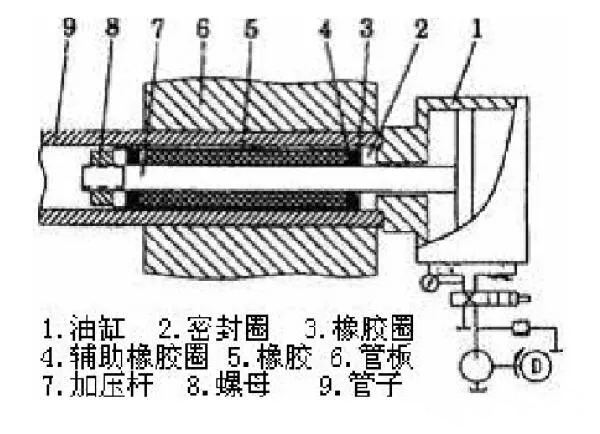
橡胶胀管是在橡胶鼓胀加工技术的基础上发展起来的,是利用橡胶弹性体的轴向压缩而造成均匀的径向压力,将管子胀接在管板上。 用橡胶胀管进行胀接的接头胀口性能好,胀管压力容易控制,适合于各种管径、厚度及材料的胀接,生产效率高而成本低。但是,由于胀接压力是通过加压杆挤压橡胶而产生的,因此加压杆上将承受巨大的拉力,当胀接长度过大时,加压杆上拉力会急剧上升,由于材料及热处理等原因,限制了橡胶胀管的胀接长度。
爆炸胀管的原理是当导爆索被引爆后产生强大的爆炸冲击波,通过传导体传至管子内壁,使管子在极短的时间内产生径向变形并
高速压向孔壁达到胀紧的目的。

使用爆炸胀管工艺,可以进行机械胀管很难完成的小直径厚壁管的大长度胀接;而且胀接后对接头材料的显微组织没有影响,所以材料的机械性能不会下降,胀接效率极高且经济性好;而且还能用于对韧性好的薄壁管子的胀接。但是,由于技术原因,爆炸胀管目前还不能很精确地控制胀紧参数,只能用于贴胀范围,对于有强度胀接要求的场合,由于还没有很好地解决胀接强度与爆炸时各管口间的干扰问题,爆炸胀管方法还不能在薄壁管的强度胀接方面得到有效的应用。同时,爆炸胀管法还存在安全和场地的问题。
液压胀管是利用液体压力首先使管子在胀管区内产生弹性变形,继之塑性变形,进而压紧孔壁,液体压力进一步升高使得管板同样首先产生弹性变形,并使管孔略有塑性变形。卸压后,由于管板的回弹量大于管子的回弹量,从而使管子与管板之间产生残留的贴合压力。由于液压胀管具有可计算性,因此可以通过控制其贴合压力来保证管子和管板的胀紧量,所以液压胀管的所有接头施胀均匀,管内的残余应力很小,管子和管板之间的间隙充分闭合。
与机械胀管法相比,液压胀接具有很多优点:对换热器及管板孔形状要求不十分苛刻,对管板厚度限制也不大;不会象机械胀接那样容易造成材料冷作硬化、晶格产生歪扭、残余应力高等。通过实验得出,从应力腐蚀观点考虑,液压胀接接头残余应力值较低;液压胀管在整个管板厚度方向上进行,消除了管子与管板的间隙,因而容易避免间隙腐蚀;液压胀管易在管中产生轴向拉应力,提高管子的固有频率从而提高抵抗流体诱导振动的能力;可连接不同材料管子与管板;接头外观好胀接质量均匀可靠;生产效率高,制造周期短,劳动强度低,人工成本降低等。
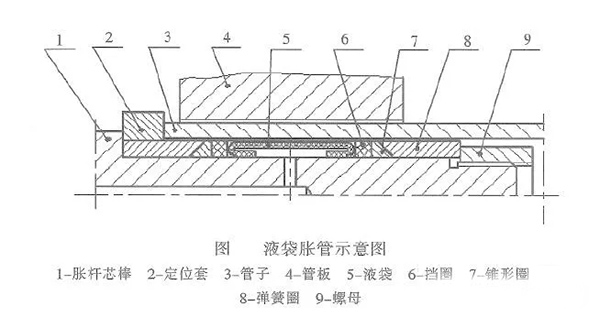
常用的液压胀管主要分为两种方法:“O”型环法和液袋式液压胀接法。

胀焊结合就是将胀接和焊接两种方式结合在一起使用,根据胀接和焊接的先后顺序又可分为先胀后焊和先焊后胀两种。而且“胀”既有可能是机械胀接又可能是液压胀接。
胀焊结合也分为强度焊+贴胀和密封焊+强度胀两种。
胀焊先后次序的选择主要根据以下情况来考虑:焊前管子与管板的清洁与干燥状况;管子与管板之间是否留有通道让焊接生成的气体顺畅逃逸;胀接与焊接工序是相辅相成还是相互冲突。
