


新闻中心
换热管与管板的常用连接方法
吴江通用胀管器厂 2019-10-17 13:21:08 作者:admin 来源: 文字大小:[大][中][小]
换热器中管子与管板的焊接直接影响换热器的制造和使用。连接强度和密封性能又直接关系到使用时间和是否泄漏。对常用的强度胀接、强度焊接和胀焊并用等3种方法进行了介绍。
关键词:换热器;管板;胀接;焊接;内孔焊
在化工、石油、医药、原子能和核工业中,换热器的应用十分广泛,其类型与结构也很多。其中管壳式换热器是使用最普遍的。在管壳式换热器的设计、制造过程中,换热管与管板之间的连接问题直接影响工艺操作的正常进行,也是整个生产制造的重点之一。因此,换热器管子与管板的接头型式的技术研究一直是国内外技术人员关注的焦点。
1 换热管与管板常用连接方法
换热管与管板的连接方法主要有强度胀接、强度焊接和胀焊并用。
1.1 强度胀接
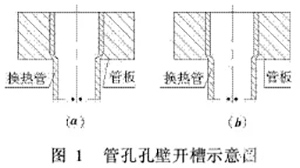
强度胀接是为保证换热管与管板连接的密封性能及抗拉脱强度的胀接。利用胀管器插入管口旋转,将穿入管板孔内的管端部胀大,使管子达到塑性变形,同时管板孔被胀大,产生弹性变形。胀管器退出后,管板弹性恢复,管子与管板的接触表面产生很大的挤压力,使管子与管板牢固地结合在一起,达到既密封又能抗拉脱力两个目的。管板上的管孔,有孔壁开槽和孔壁不开槽2种,如图1所示。
目前采用的胀管工艺主要有滚压、水压胀接、爆炸胀接3种。
胀接适用于设计压力≤4 MPa,设计温度≤300℃,无剧烈振动,无过大的温度变化,无明显的应力腐蚀的场合。由于管子与管孔紧密贴合,可使管接头减少介质腐蚀,且能承受拉脱力。
1.2 强度焊接
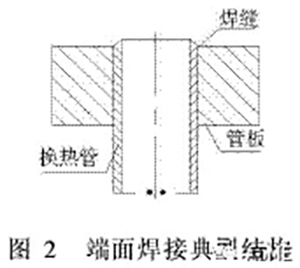
换热管和管板之间的焊接有端面焊接和内孔焊接两种结构类型。端面焊接典型结构如图2所示。
管束与管板焊接连接的适用场合主要是: (1)管间距太小或薄管板无法采用胀接时; (2)热循环剧烈和温差较高时; (3)压力较高或连接紧密性有严格要求时。它能保证焊接接头达到抗拉脱强度;(4)维护有困难时,像原子能过程和某些化工过程中的换热器。
端面焊属于不完全熔焊,按其使用要求不同,其施焊深度分为: (1)强度焊接(保证换热管和管板之间的连接强度); (2)密封焊接(仅在于起到密封作用)。
端面焊接接头具有焊接、外观检查与维修方便等优点,应用最为广泛。但管子与管板之间存在间隙,不适用于有较大振动及有间隙腐蚀的场合。
1.3 胀焊并用
当密封性能要求较高、承受振动或疲劳载荷或有间隙腐蚀、采用复合管板时应该选择胀焊并用。
温度和压力较高,且在热变形、热冲击、热腐蚀和流体压力的作用下,换热管与管板连接处极易被破坏,采用胀接或焊接均难以保证连接强度和密封性的要求。目前较广泛采用的是胀焊并用的方法。试验证明,胀焊并用提高了接头的抗疲劳性能,可以有效地消除应力腐蚀和间隙腐蚀,提高其使用寿命。另外胀焊结合,管程介质对管板的传热面积比壳程介质对管板的传热面积大许多倍,尤其是厚管板的情况。这可减少管板两侧的温度差,减少管板翘曲,利于管板密封的可靠性。
胀焊连接按胀接和焊接要求不同,可分为强度焊+贴胀、强度焊+强度胀、强度胀+密封焊、强度胀+贴胀+密封焊、强度焊+强度胀+贴胀等。
2·换热器换热管与管板内孔焊
内孔焊将换热管与管板的端部焊接改为管束内孔焊接。国外在20世纪60年代末开始研究内孔焊,并于20世纪70年代开始应用于核设备上。国内在20世纪70年代中期开始对内孔焊进行试验研究,并于70年代末期开始应用于核设备、电站设备上。
2.1 内孔焊的接头型式
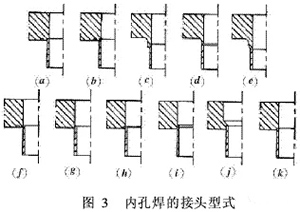
内孔焊的接头型式大致分为两类:一类是对接式,一类是搭接式。图3中(a)-(e)型属于内孔对接。(a)、(b)、(c)型基本相同。都有一个锁边,管子安装容易对中定位,且焊缝具有加强高,与管板接头呈平滑过渡,提高了接头的静载和动载强度; (a)和(b)型管板接头与管板齐平,在管板孔外周边加工一应力缓冲槽,这种接头加工成本较高。其中(b)型管板接头处开有坡口,因此熔透性得到改善;(c)、(d)和(e)型管板接头伸出了管板平面,有利于焊缝的射线检测。其中(d)型采用开坡口对接,适合于换热管直径较大、管壁较厚的场合。(e)型管板接头削薄,保证与管束等厚连接,改善了接头受力状况,并使焊缝离开边缘区; (f)-( j)型属于内孔搭接。其中(f)型所需焊接电流较小,易施焊。(g)型所需焊接电流较大,但加工简单。(h)和( i)型接头处填加了垫圈,其作用是控制焊缝成分,提高接头性能( j)型适用于电子束焊接。焊接时电子枪在管板外面,电子束直接射入接头连接处,所以接头可不受管径的限制; (k)型是插座接头,它介于搭接和对接之间,既有搭接的优点又有对接的优点。
以上几种接头型式在国外已得到推广使用,全对接内孔焊,接头力学性能较好。但由于装配较难,只在美国比较盛行。准对接内孔焊接头焊缝受剪切,接头力学性能不如全对接式.但由于装配较易,在西欧和日本很盛行。考虑到制造的难易程度和成本的高低,国内目前采用比较多的接头型式是(a)和(f)。
2.2 内孔焊的主要优点
(1)消除了端部焊的缝隙,提高了抗间隙腐蚀和抗应力腐蚀能力; (2)是一种全焊透的接头型式,其抗振动疲劳强度高,能承受高温、高压;(3)对接内孔焊的管板孔径可以比端部焊的孔径小,从而增加了管板刚度; (4)接头开孔处应力集中小,不易产生接头根部裂纹; (5)对接接头可以进行内部无损探伤,焊缝内部质量可得到监督和控制,提高了焊缝的可靠性; (6)内孔焊的施焊空间虽然很小,但易于实现自动化。(7)适合于换热器的管子与管板的各种材料的焊接。如碳钢、低合金钢、不锈钢和镍基合金等。
内孔焊虽从结构上优于端面焊,但也存在着缺陷:
(1)内孔焊要求管板的加工精度和装配精度很高,提高了设备的造价; (2)要求采用专用焊接设备和自动化程度很高的焊接技术; (3)焊缝出现不合格时,返修十分困难。
2.3 焊接设备
内孔焊设备必须采用脉冲电流钨极氩弧焊,需要相应的脉冲电流钨极氩弧焊机,并且能对焊接过程进行程序控制。要求是:
(1)能输出焊接所需的脉冲电流,并能精确控制电流的大小和输出时间; (2)能改变并精确地控制提前送气、滞后送气的时间; (3)能改变并精确地控制焊接行程,并在完成焊接后自动衰减; (4)焊接工艺参数稳定性、可靠性、重现性好; (5)枪头要能顺利地插入管板孔内,能精确定位,焊完后能顺利取出枪头;(6)钨极与焊枪的相对位置可调节;(7)枪头与工件接触处具有良好的绝缘性。近年来,国内对内孔焊接专用设备进行了研制。如上海华东电焊机厂生产的NZA4-250型管板自动脉冲钨极旋转氩弧焊机,配备有可用于管内径15~100 mm(对接)、10~100 mm(搭接)的内孔焊枪;大连五二三厂研制的JM-200型晶体管脉冲钨极氩弧焊机,配有可焊管径φ13 mm~φ25 mm的内孔焊枪;昆山市华恒焊接设备技术有限责任公司研研制的EWA程控焊接电源,配有可满足最小内径中19 mm的管板焊接。
从焊接设备来看,提高焊接电源规范调节的精度、电流的稳定性、焊接机具的可靠性,仍然是今后研究试验的课题。
2.4内孔焊技术的应用
国际上,以日本和欧洲为代表。在压力容器焊接方面,主要以容器大型化为目标。开发新材料、新钢种等相关的焊接技术,得到越来越广泛的应用。提高焊接质量,无论是工艺设备还是焊接材料的研制方面,都取得了长足的进步。
国内,目前内孔焊接技术主要应用于核工业、电力工业,化工行业也已经开始使用。例如: (1)西安核设备有限公司换热器管束与管板的接头采用内孔焊技术,提高了设备的使用寿命; (2)上海电站辅机厂采用上海华东电焊机厂制造的脉冲钨极氩弧焊机及焊接机头,在高压加热管与管板的焊接上实现了内孔焊接; (3)哈尔滨锅炉厂、上海锅炉厂先后将内孔焊接推广、应用于锅炉联箱和锅炉汽包管座接头的内孔封底焊,保证了管座接头完全焊透,消除了原来手工弧焊焊缝根部未焊透和夹渣等缺陷,并有可能取消水压试验; (4)哈尔滨焊接研究所研究了内孔等离子弧焊工艺,为内孔焊增添了一种新的焊接工艺。(5)化学工业第二设计院给某项目设计的低压反应水冷器也应用了内孔焊。
2.5 焊缝质量检验
焊接接头需要进行外观检查、着色检测、压力试验、氮气检漏、射线探伤、超声波探伤、涡流探伤等无损检验。此外,还要进行金相检查、机械性能和腐蚀试验。国外已研制出射线、超声波探伤的相应设备,并已掌握了上述检验技术。国内还未解决内孔焊接头的射线探伤和超声波探伤的关键问题。主要依靠严格控制焊接规范参数,保证焊接装配精度,以及外观检查、着色、萤光探伤、水压试验、气密性试验和试样性能试验来保证焊缝质量。
3·结 语
基于上述原因,目前内孔焊已成为核工业和电力工业中必不可少的一项制造技术,而在高温高压及强腐蚀性或放射性介质的换热器中呈待推广应用。随着石油、化工工业及其他领域的工艺技术不断进步,换热器将向高温、高压和大型化发展,对其制造质量的要求也会越来越高,内孔焊技术将会在这些行业中得到更加广泛的应用。
